- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Fattori che influenzano il tasso di restringimento della plastica e i metodi di modifica
Fattori che influenzano il tasso di restringimento della plastica
1. Influenza del Materiale:
(1) Tipo di materiale: diversi tipi di plastica hanno velocità di restringimento diverse (vedere la tabella 1).
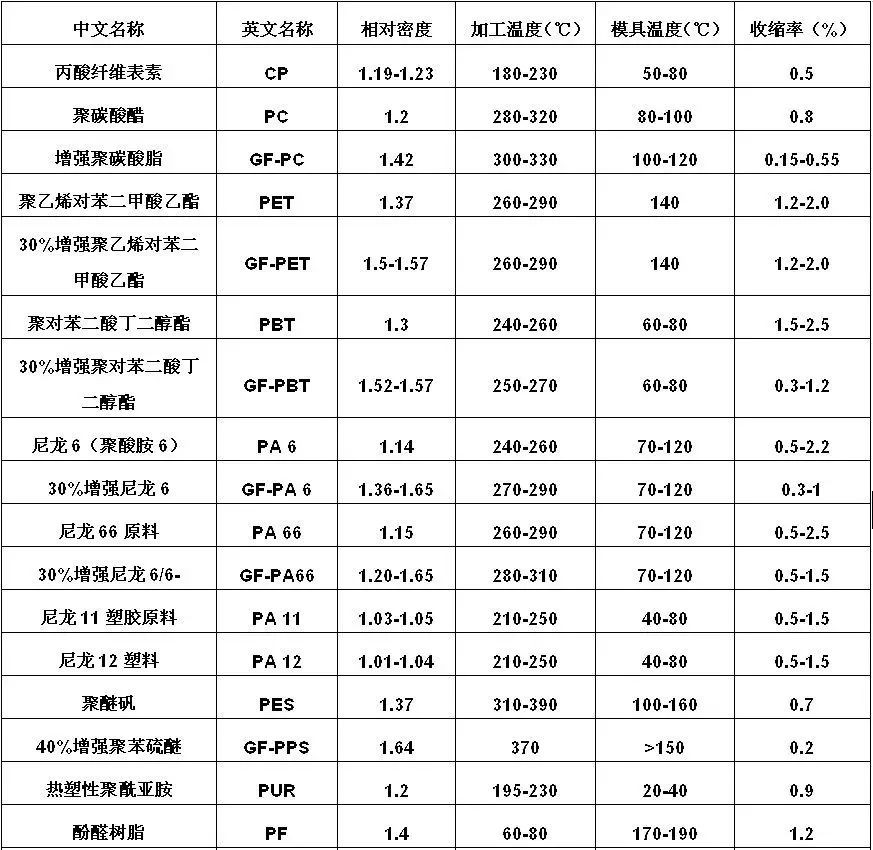
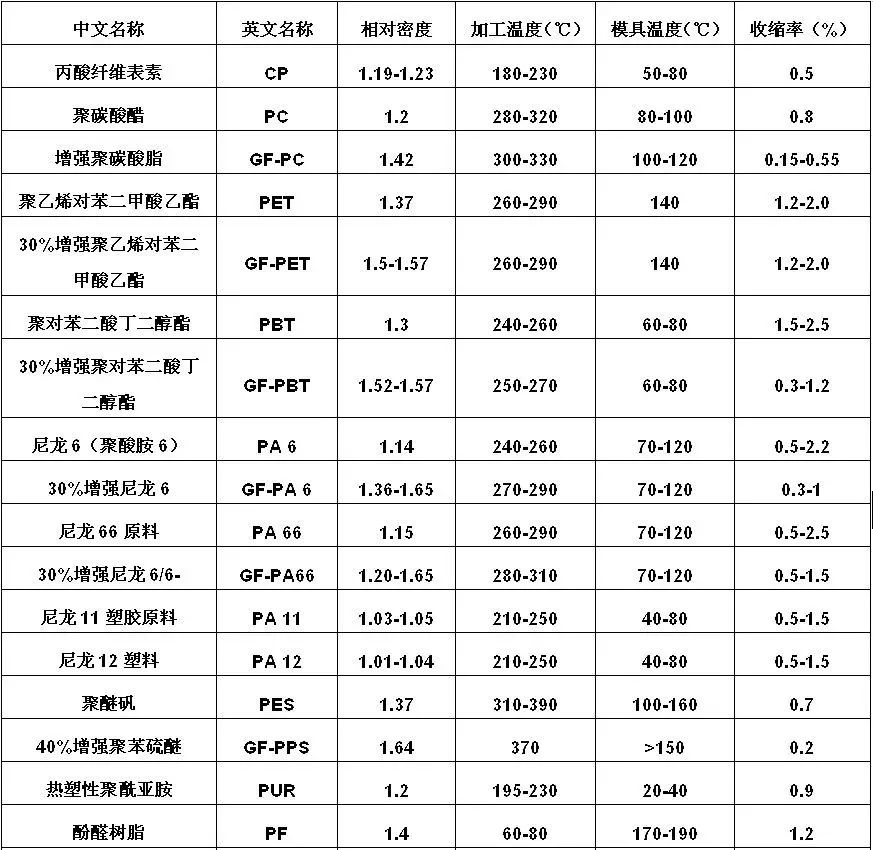
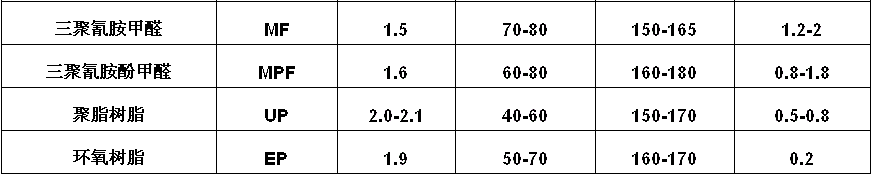
Dalla tabella 1, si può vedere che tra i termoplastici, il 40%di PPS rinforzato in fibra di vetro ha il tasso di restringimento più basso (0,2%), mentre tra i termoset, la resina epossidica ha il tasso di restringimento più basso (0,2%). I fluoroplastici hanno il più alto tasso di restringimento, raggiungendo fino a circa il 6%; seguito da polietilene a bassa densità (LDPE) con un tasso di restringimento massimo del 5%.
(2) Cristallinità del materiale: per lo stesso materiale, la cristallinità inferiore provoca un tasso di restringimento inferiore. Tra i vari fattori di influenza, il grado di cristallinità della resina ha l'impatto più significativo sul restringimento.
(3) Peso molecolare del materiale: per lo stesso materiale, un peso molecolare più elevato porta a un tasso di restringimento inferiore. Le resine con lo stesso peso molecolare ma una migliore flusso mostrano un restringimento di stampaggio inferiore.
(4) Modifica del materiale: l'aggiunta di altre resine, elastomeri o riempitivi alla resina di base riduce il suo tasso di restringimento a vari gradi. Le differenze nel tasso di restringimento della resina influenzano notevolmente l'accuratezza dimensionale delle parti durante l'elaborazione del fuso. Per produrre parti in plastica ad alta precisione, è necessario utilizzare resine con bassi tassi di restringimento. Ad esempio, la resina PP ha un tasso di restringimento dell'1,8%-2,5%e il suo restringimento aumenta con il peso molecolare in calo, rendendo difficile produrre parti PP ad alta precisione.
2. Influenza del processo di muratura:
(1) Con la temperatura di stampaggio costante, l'aumento della pressione di iniezione diminuisce il restringimento.
(2) L'aumento della pressione di mantenimento diminuisce il restringimento.
(3) L'allevamento della temperatura di fusione riduce leggermente il restringimento.
(4) La temperatura dello stampo più elevata aumenta il restringimento.
(5) Il tempo di mantenimento più lungo diminuisce il restringimento (il restringimento non è influenzato dopo la solidificazione del gate).
(6) Un tempo di raffreddamento in-mold diminuisce il restringimento.
(7) Una maggiore velocità di iniezione tende ad aumentare leggermente il restringimento (effetto minore).
(8) Il restringimento dello stampaggio è grande, il post-shrinkage è piccolo; Il post-shrinkage è significativo durante i primi due giorni e si stabilizza dopo circa una settimana.

3. Influenza della struttura della parte:
(1) Le parti a parete spessa hanno un restringimento più elevato rispetto alle parti a parete sottile.
(2) Le parti con inserti hanno un restringimento inferiore rispetto alle parti senza inserti.
(3) Le parti con forme complesse hanno un restringimento inferiore rispetto alle parti di forma semplice.
(4) Il restringimento nella direzione della lunghezza è inferiore al restringimento nella direzione dello spessore.
(5) I fori interni mostrano un elevato restringimento, mentre le caratteristiche esterne mostrano un basso restringimento.
4. Influenza della struttura morbida:
(1) La dimensione del gate maggiore diminuisce il restringimento.
(2) Il restringimento perpendicolare alla direzione del cancello è ridotto, il rimpiansa parallela alla direzione del cancello è aumentato.
(3) Le aree più lontane dal cancello hanno un restringimento inferiore rispetto alle aree vicino al cancello.
(4) Le sezioni della parte vincolate dallo stampo mostrano un restringimento inferiore, le sezioni non vincolate presentano un restringimento più elevato.
Metodi di modifica per ridurre il tasso di restringimento della plastica
1. Riempimento delle fibre:
Le fibre includono varie fibre inorganiche e organiche. Prendere la fibra di vetro come esempio, l'aggiunta di fibra di vetro al 35% alla resina PP può ridurre il tasso di restringimento dall'1,8% (non riempito) allo 0,5%. Le materie plastiche rinforzate in fibra di vetro lunghe sviluppate negli ultimi anni offrono vantaggi nel controllo di restringimento, esibendo tassi di rimprigizione bassi e coerenti in direzioni longitudinali e trasversali.
2. Riempimento di riempimento iniorganico:
I riempitivi inorganici includono talco, carbonato di calcio, solfato di bario, polvere di mica, wollastonite e montmorillonite, ecc. Il tipo di riempimento, la forma, la dimensione delle particelle e il livello di trattamento superficiale influenzano tutti la sua efficacia nel modificare il tasso di restringimento della resina.
(1) Forma di riempimento: riempitivi di forme diverse influiscono in modo diverso sulla riduzione del restringimento, con l'ordine di efficacia: Flake> Ago simile a un ago> granulare> sferico. Ad esempio, la montmorillonite traballante e la mica riducono significativamente il restringimento composito.
(2) Dimensione delle particelle di riempimento: per lo stesso riempimento, le dimensioni delle particelle più piccole hanno un effetto maggiore sulla riduzione del restringimento. Ad esempio, in PP pieno di talco (20% TALC + 8% POE), poiché la dimensione delle particelle di talco aumenta da 1250 mesh a 5000 mesh, il tasso di restringimento diminuisce dall'1,05% allo 0,8%.
(3) Trattamento di riempimento: il trattamento superficiale del riempitivo migliora il suo effetto di riduzione del restringimento. Ad esempio, l'ABS pieno di talco del 10% mostra una riduzione del restringimento dallo 0,48% allo 0,42% quando il talco viene trattato con agente di accoppiamento in alluminato.
(4) Caricamento del riempimento: per lo stesso riempimento, un caricamento più elevato comporta una maggiore riduzione della velocità di restringimento.
3. Riduzione della cristallinità:
(1) Aggiunta di agenti che riducono la cristallizzazione: sono comunemente usati composti di piccole molecole che interrompono la regolarità molecolare e ostacolano il movimento molecolare nello stato di fusione, riducendo così la cristallinità.
(2) L'aggiunta di altre resine: la miscelazione di piccole quantità di LDPE o HDPE in PP può interrompere la sua cristallizzazione durante l'elaborazione. È possibile aggiungere anche resine non cristalline come PS, ABS, PMMA o PC.
4. Elastomeri aggiuntivi:
È possibile aggiungere elastomeri come POE, EPDM e SBS. Quando il contenuto di elastomero è inferiore al 5%, il loro effetto sulla riduzione del restringimento PP è simile. Al di sopra del 5% di contenuto, l'efficacia differisce per tipo, con l'ordine di riduzione del restringimento: POE> EPDM> SBS (coerente con il loro effetto di rafforzamento su PP). La combinazione di riempitivi inorganici ed elastomeri in PP produce una migliore riduzione del restringimento.
5. Modifica dell'innesto chimico:
La modifica dell'innesto di PP può ridurre la sua cristallinità, ottenendo così un tasso di restringimento inferiore.